
396*199*7*11H型钢 陇南H型钢厂家 矿山支护用

规模本标准规则了晶粒取向、无取向磁性钢带(片)的牌号、磁特性、尺度、外形、力学功能、工艺特性和查验法等。本标准适用于磁路结构中运用的、带有绝缘涂层的全工艺冷轧取向和无取向磁性钢带。引证标准下列标准包括的条文,经过在本标准中引证而构成为本标准的条文。在标准出书时,所示版别均为有用。一切标准都会修订,运用本标准和各方应讨论运用下列标准版别的可能性。GB/T228-87金属拉伸实验法GB/T235-88金属重复曲折实验法(厚度等于或小于3mm薄板及带材)GB/T247-87钢板和钢带查验、包装、标志及质量证明书的一般规则GB/T2522-88电工钢片(带)层间电阻、涂层附着性、叠装系数测验法GB/T376-82金属薄板(带)拉伸实验法GB/T3655-92电工钢片(带)磁、 实验试样GB/T13789-92单片电工钢片(带)磁功能丈量法界说和牌号表明法3.1界说3.1.1标准比总铁损当磁感应强度随时刻按正弦规则改变,其峰值为某一标定值,改变频率为某一标定频率时,单位质量的铁芯在温度2℃时一切耗费的功率定为标准比总铁损(简称标准铁损或铁损),单位为W/kg3.1.2标准磁感应强度温度为2℃,铁芯试样从退磁状况,在标定频率下磁感应强度按正弦规则改变,当沟通磁场的峰值到达某一标定值时,铁芯试样磁感的峰值为标准磁感强度(简称磁感应强度或磁感),单位为T3.1.3曲折次数曲折次数是用肉眼观察到基体金属上次呈现裂纹前重复曲折的次数,它代表了材料的延展性。2牌号表明法分类本标准中的磁性钢带(片)分为取向和无取向两大类,每类按铁损和材料的公称厚度分红不同牌号。技能要求5.1磁特性5.1.1磁感取向钢在8A/m交变磁场(峰值),频率为5HZ时,规则的磁感值B8(峰值)应契合表1的规则无取向钢在5A/m交变磁场(峰值),频率为5HZ时,规则的磁感值B5(峰值)应契合表2的规则5.1.2铁损取向钢在磁感为1.7T、频率为5HZ时,规则的铁损P1.7应契合表1的规则。
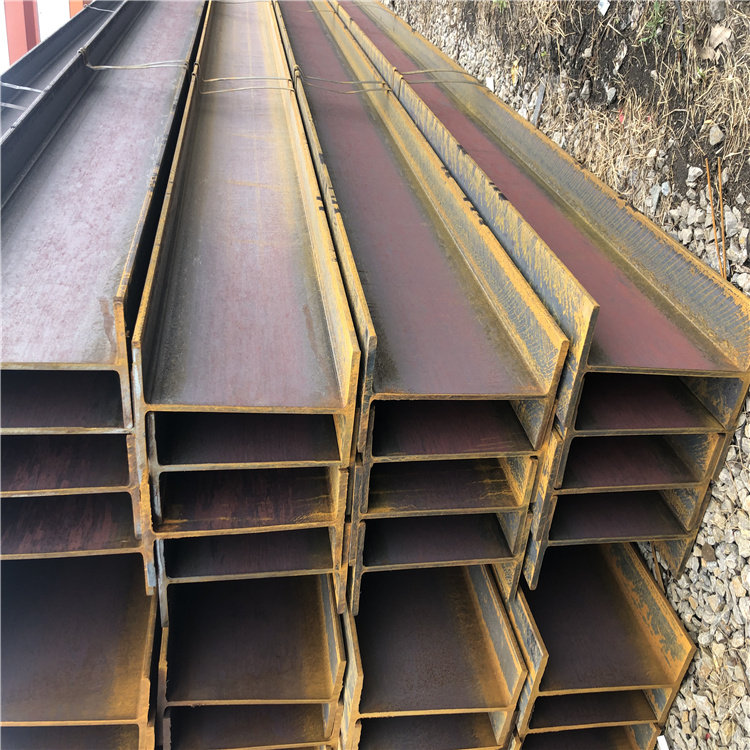
山东轧三特钢有限公司,H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部。


H型钢的翼缘内外侧平行或接近于平行,翼缘端部呈直角,因此而得名平行翼缘钢。H型钢的腹板厚度比腹板同样高的普通钢小,翼缘宽度比腹板同样高的普通钢大,因此又得名宽缘钢。由形状所决定,H型钢的截面模数、惯性矩及相应的强度均明显优于同样单重的普通钢。轧三特钢用在不同要求的金属结构中,不论是承受弯曲力矩、压力负荷、偏心负荷都显示出它的优越性能,可较普通钢大大提高承载能力,节约金属10%~40%。H型钢的翼缘宽、腹板薄、规格多、使用灵活,用于各种桁架结构中可节约金属15%~20%。由于其翼缘内外侧平行,缘端呈直角,便于拼装组各种构件,从而可节约焊接、铆接工作量25%左右,能大大加快工程的建设速度,缩短工期。
11H型钢 陇南H型钢厂家 矿山支护用水性PAG淬火液通过控制其浓度、温度及搅拌来控制其冷却能力,得到介于水跟油之间的冷却范围。那么如何控制浓度、温度、流速对淬火液冷速的影响。浓度对冷速的影响。浓度与冷速成反比,浓度增加冷速降低,反之浓度降低冷速增加。所以如想增加冷速,则加自来水使浓度降低,反之则添加淬火液浓度增加,冷速下降。温度对冷速的影响。简单点说温度越高,冷速越低;温度越低冷速越高。
H型钢用途)(轧三特钢)
由于具有上述优点,H型钢应用广泛,主要用于:各种民用和工业建筑结构;各种大跨度的工业厂房和现代化高层建筑,尤其是地震活动频繁地区和高温工作条件下的工业厂房;要求承载能力大、截面稳定性好、跨度大的大型桥梁;重型设备;高速公路;舰船骨架;矿山支护;地基和堤坝工程;各种机器构件。 型钢 陇南H型钢厂家 矿山支护用不锈钢MIG焊要点及注意事项:采用平特性焊接电源,直流时采用反极性(焊丝接正极)。一般采用纯氩气(纯度为99.99%)或Ar+2%O2,流量以2~25L/min为宜。电弧长度:不锈钢的MIG焊接,一般都在过渡的条件下来施焊,电压要调整到弧长在4~6mm的程度。防风:MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在.5mc以上的地方,都应当采取防风措施。防潮:室外焊接时,必须保护工件不受潮,以保持气体的保护效果。IG焊接:电弧在难熔的钨电焊丝和工件之间产生,一般使用的保护气体是纯氩气,送入的焊丝不带电,既可以手送,也可以机械送,还有一些特定用途则不需要送入焊丝。被焊接的材料决定了是采用直流电还是交流电:采用直流电时,钨电焊丝设定为负极,因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”。TIG焊接法的主要优点是可以焊接大材料范围广,包括厚度在.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅。冷轧板带钢生产方法分为单片轧制和成卷轧制两种方法。单片轧制。单片轧制 早采用二辊式轧机,目前多用四辊式冷轧机。四辊冷轧机按其轧辊运转方向可分为可逆式和不可逆式。采用不可逆式四辊轧机进行单片生产时,轧制操作是由人工逐张将钢板喂入轧机,全垛钢板轧完一道次后,用吊车将板垛吊送到轧机前,进行下一道次的轧制,如此循环进行,直到轧成规定的成品尺寸时为止。采用可逆式轧机时,则轧制操作有两种,一种是每一张钢板在轧机上往返轧制,直到轧制成 终的成品尺寸,然后再进行第二张钢板的轧制。